

想要更直观地感受精密钢管35号精密钢管多年行业积累产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:广东中山精密钢管35号精密钢管多年行业积累的图文介绍


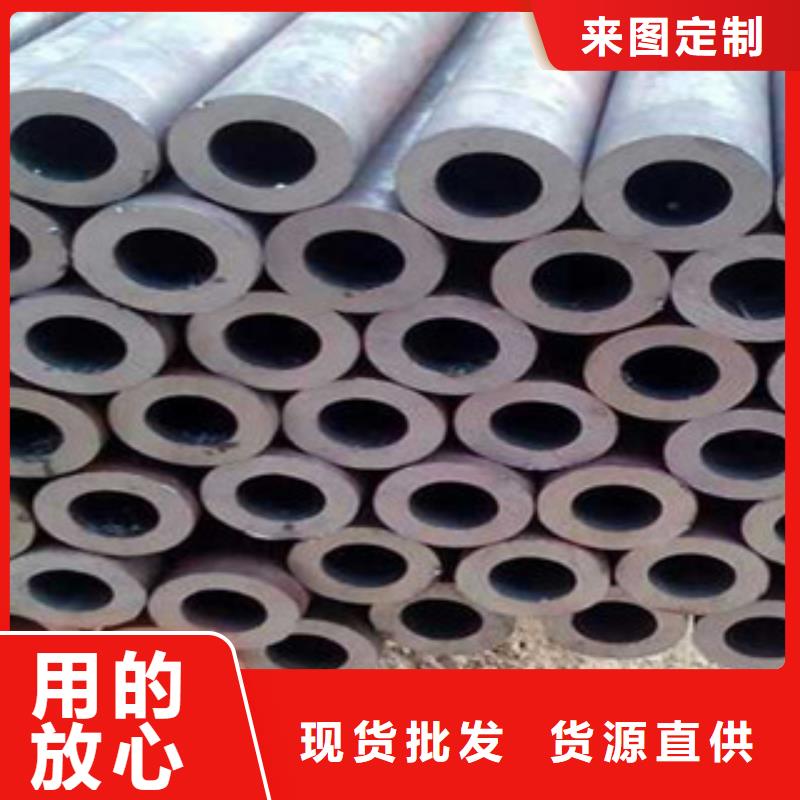
精密管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。常用材质:精密管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精密管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精密管从某种意义上来说是一种良好的钢材类型。



常规正火工艺可完全无锡精密钢管的魏氏组织,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。

硬度测定主要决定于压痕深度、压痕投影面积或压痕凹印面积大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是广,它们是金属硬度检测主要试验方法。这里洛氏硬度试验又是多,它被广泛于产品检验,据统计,目前中硬度计70%是洛氏硬度计。 动态试验法:这类方法试验力施加是动态和冲击性。这里包括肖氏和里氏硬度试验法。动态试验法主要于大,不可移动工件硬度检测。以上就是精密光亮钢管金属硬度检测方法了。如果您需要了解更多详情,。综合市场精密钢管价格涨跌互现调整为主今日国内精密钢管市场价格涨跌互现。主导市场,除广州小幅上涨外,北京、天津、上海皆有小幅下跌,而其他二三线市场也以跌或稳为主。今日早盘期螺低开后迅速反弹,但是从市场表现看,期螺反弹给市场带来影响并不大,市场操作整体仍然较为谨慎,在有利好情况下,商家心态会有所转好,但是大多时候是观望为主。


精密管是一种比较重要的钢管类型,在很多的情况下都是能够用到的,一般而言,精密管在建筑工程中要注意各种的施工,也要注意材料的选择,一般都是要用到,特别是在铁路建设,桥梁施工以及厂房和厂子建设中都是能够用到的。精密管依靠是传统工艺,依据的是耐力和压力,还有强大的抗腐蚀和抗酸碱的能力,这样的话精密管在各种的环境条件下都是可以使用的。精密管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。精密管去产能的方式和方法是多样性的,对于精密管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精密管行业才能够获得更好地发展,不然的话精密管行业是不能更好地进行发展的。



江泰钢材(中山市分公司)主营产品: 气密门。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。


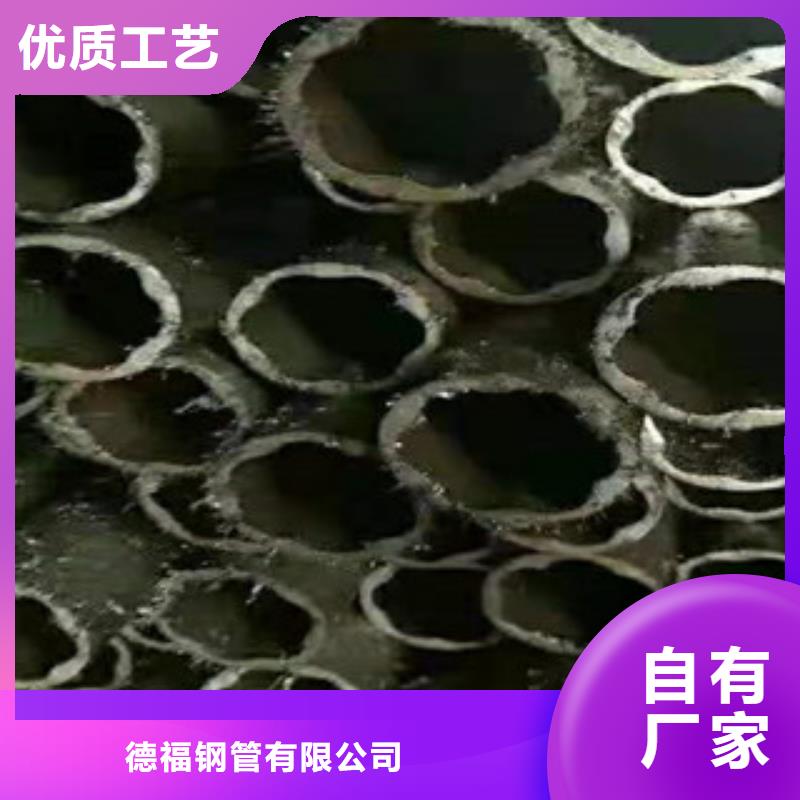
当输入热量不足时,被加热的精密钢管边缘达不到精密钢管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精密钢管边缘超过精密钢管温度,产生过烧或熔滴,使精密钢管形成熔洞。精密钢管的两个边缘加热到精密钢管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精密钢管。若挤压力过小,形成共同晶体的数量就小,精密钢管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精密钢管,不但降低了精密钢管强度,而且会产生大量的内外毛刺,甚至造成精密钢管搭缝等缺陷。第三,精密钢管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精密钢管强度下降;反之,精密钢管边缘加热不足,挤压后成型不良



